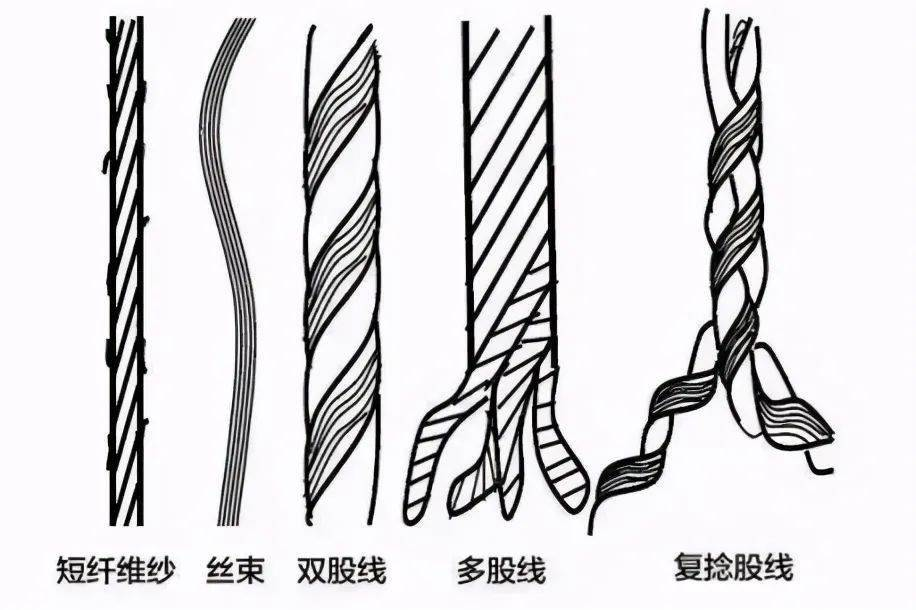
Twist not only affects the tensile properties of yarn but also influences its diameter, specific volume, softness, and stiffness. These factors, in turn, impact the fabric's coverage performance, thermal insulation, wrinkle recovery ability, dye absorption rate, and permeability. Twisting also affects the fuzziness of the yarn surface, making twist an important indicator of yarn structural characteristics.
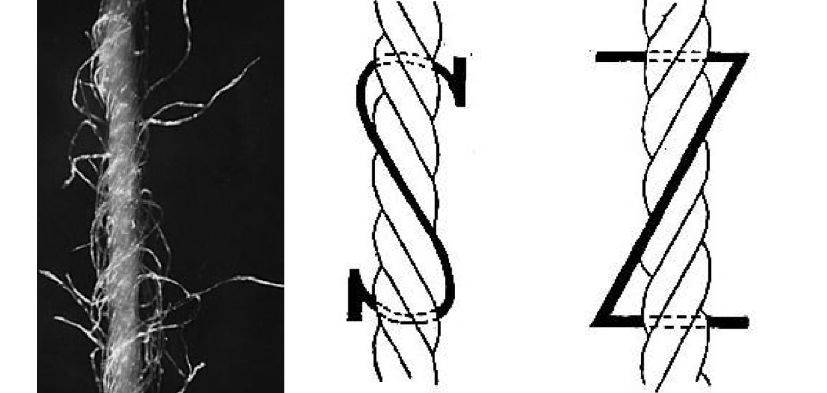
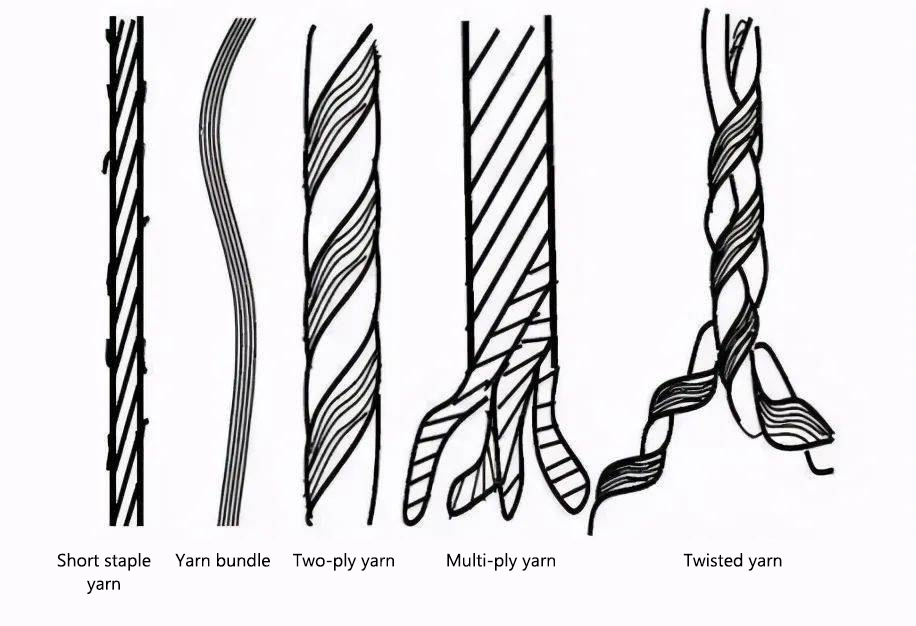
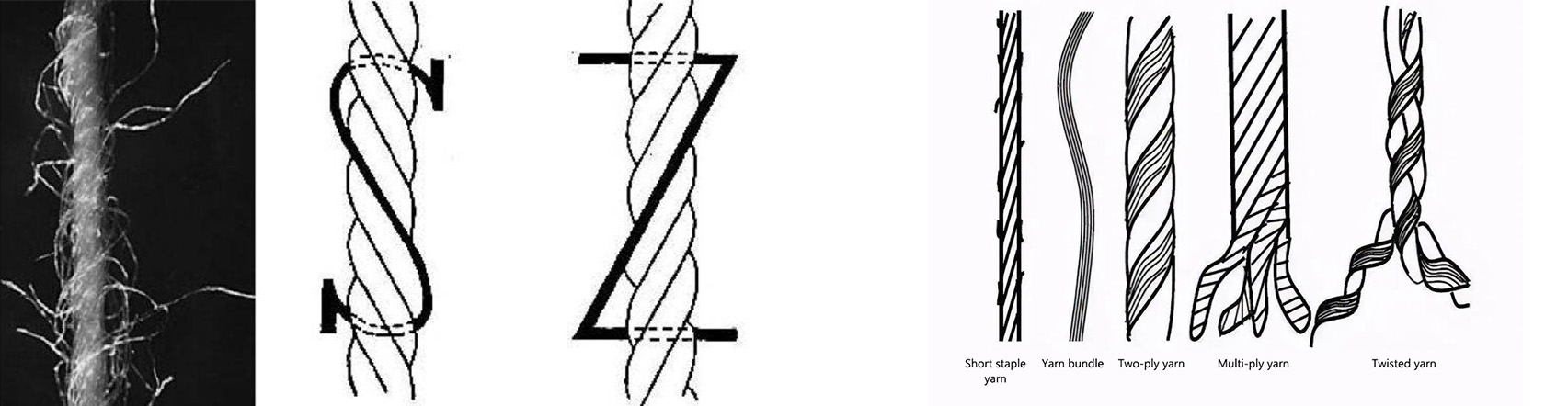
In addition to using twist and twist coefficient to describe yarn twist characteristics, the twist direction within the yarn is also crucial. Twist direction refers to the inclined direction of fibers or individual yarns within a twisted yarn after twisting. There are two types of twist direction in yarn: S-twist (clockwise twist) and Z-twist (counterclockwise twist). Single yarns are generally twisted in the Z-direction, while S-twist is commonly used in plied yarns.
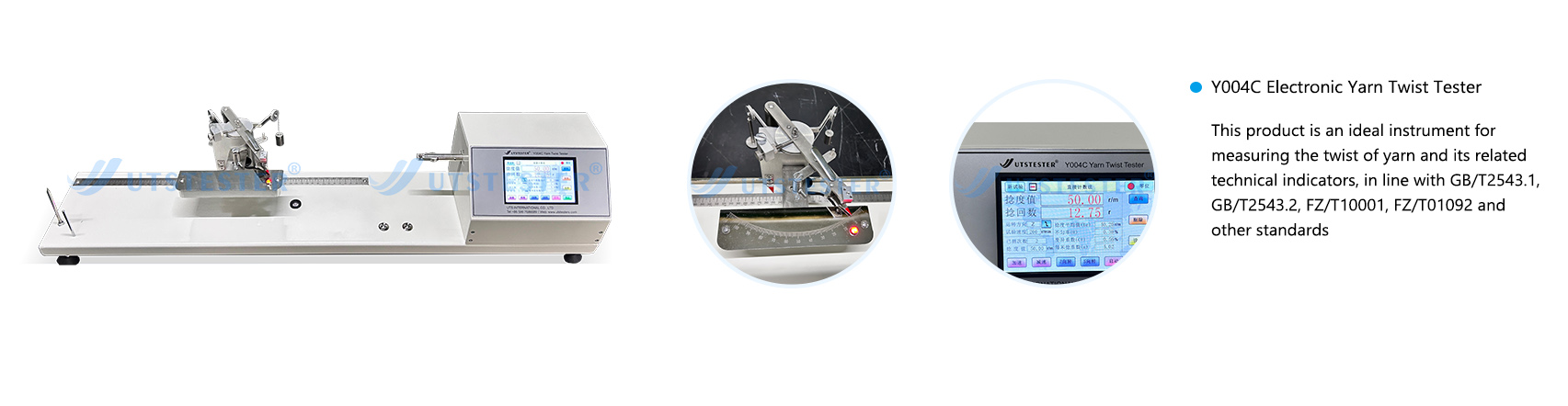
The commonly used twist testing methods are direct counting and untwisting and twisting. The direct counting method is generally used for short fibers and yarns, while the untwisting and twisting method is used for fine yarns. In addition, there are also secondary and tertiary untwisting and twisting methods, slip methods, etc.
1. Direct counting method
One end of the sample is fixed, while the other end is rotated in the direction of untwisting until the fibers in the yarn are completely straightened and parallel. The untwisted twist is then counted to determine the twist count per unit length of the sample. The direct counting method is the most basic method for determining yarn twist, and its results are relatively accurate, often serving as a standard for evaluating the accuracy of other methods.
However, this method has low work efficiency. If the fibers in the yarn are twisted, they are difficult to separate into parallel strands, and separating the fibers can cause the yarn to break easily. The direct counting method is generally used to count the twist count of coarse yarn or plied yarn, while the black-and-white yarn counting method can be used to test fine yarn. This involves feeding a black coarse yarn and a white coarse yarn into the same spindle to produce a fine yarn with alternating black and white stripes. The sample is clamped on the twist meter and untwisted in the same manner as the direct counting method. As the untwisting progresses, the distance between the black and white sections on the yarn increases, making it easier to count manually. Generally, untwisting to approximately half of the total twist count allows for manual counting of the remaining twist count. The total twist count on the yarn is the sum of the untwisted twist count from the twist meter and the remaining twist count from manual counting.
2. Twist removal and twist addition method
The twist removal and twist addition method is based on the assumption that, under a certain tension, the elongation of the yarn after twist removal is equal to the shortening of the yarn during reverse twist addition. A typical testing apparatus.
3. Factors Affecting Twist Testing
3.1 Pre-tension
The pre-tension for the untwisting and retwisting method varies between countries and regions. Excessive pre-tension can cause the pointer to return to zero slowly during reverse twisting, thereby increasing the twist during reverse twisting. In the slip method, this can lead to premature fiber slippage. Conversely, insufficient pre-tension can result in relatively reduced twist during reverse twisting, causing the test values to be lower during the untwisting and twisting method. In the slip method and the secondary untwisting and twisting method, since the errors caused by tension changes are taken into account, the method of subtracting the errors of two samples is adopted, thus minimizing the influence of tension.
3.2 Allowable elongation value
After yarn untwisting, the elongation of the sample is measured. The allowable elongation value set for the elongation limit plays a role in preventing fiber slippage during the untwisting process. Experiments have shown that in untwisting and twisting tests, the larger the allowable elongation value, the larger the measured twist value. However, if the allowable elongation value is too large, fiber slippage at the weak points of the yarn strand will significantly affect the accuracy of the experiment. The allowable elongation value is related to the twist coefficient; the larger the twist coefficient of the yarn, the larger the allowable elongation value can be selected; conversely, it should be smaller. Generally, the variation range of yarn twist coefficients is not large, so the differences in allowable elongation values will also not be excessive.
3.3 Yarn unevenness
Yarn unevenness can affect twist testing. If the yarn contains defects such as neps or slubs, during the untwisting process, the original twist on the yarn may not be fully removed before reverse twisting begins, leading to increased testing errors. If there are long sections of unevenness on the yarn, it will affect the accuracy of the applied tension, ultimately causing additional testing errors.
In yarn twist testing, if the data deviates significantly, the above three factors affecting the test can be used as references to identify the cause, and human factors cannot be ruled out as a source of data inaccuracy. Regardless of the type of test, it must be conducted carefully and meticulously to ensure the scientific accuracy of the data.
Email: hello@utstesters.com
Direct: + 86 152 6060 5085
Tel: +86-596-7686689
Web: www.utstesters.com